
First, choose the correct heating device
Removing the plastic fixed on the screw by fire or roasting is the most common and effective method for plastic processing units, but acetylene flame should never be used to clean the screw.
Correct and effective method: use a blowtorch immediately after the screw is used for cleaning. Because the screw has heat during processing, the heat distribution of the screw is still uniform.

Second, choose the right cleaning agent
There are many kinds of screw cleaners (screw cleaning materials) on the market, most of which are expensive and have different effects. Plastic processing companies can use different resins to make screw cleaning materials according to their own production conditions.
Third, choose the correct cleaning method
The first step in cleaning the screw is to turn off the feeding insert, that is, close the feeding port at the bottom of the hopper; Then reduce the screw speed to 15-25r/min and maintain this speed until the melt flow at the front of the die stops flowing. The temperature of all heating zones of the barrel should be set at 200°C. As soon as the barrel reaches this temperature, cleaning begins.
Depending on the extrusion process (the die may need to be removed to reduce the risk of excessive pressure at the front end of the extruder), cleaning must be done by one person: the operator observes the screw speed and torque from the control panel, while observing the extrusion pressure to ensure that the system pressure is not too high. During the whole process, the screw speed should be kept within 20r/min. In applications with low pressure dies, do not remove the die for cleaning in the first place. When the extrusion is completely converted from the processing resin to the cleaning resin, the die is stopped and removed, and then the screw is restarted (within 10r/min) to allow the residual cleaning resin to flow out.

Fourth, choose the right cleaning tools
Proper tools and cleaning materials should include: heat-resistant gloves, goggles, copper scrapers, copper brushes, copper wire mesh, stearic acid, electric drills, barrel rulers, cotton cloth.
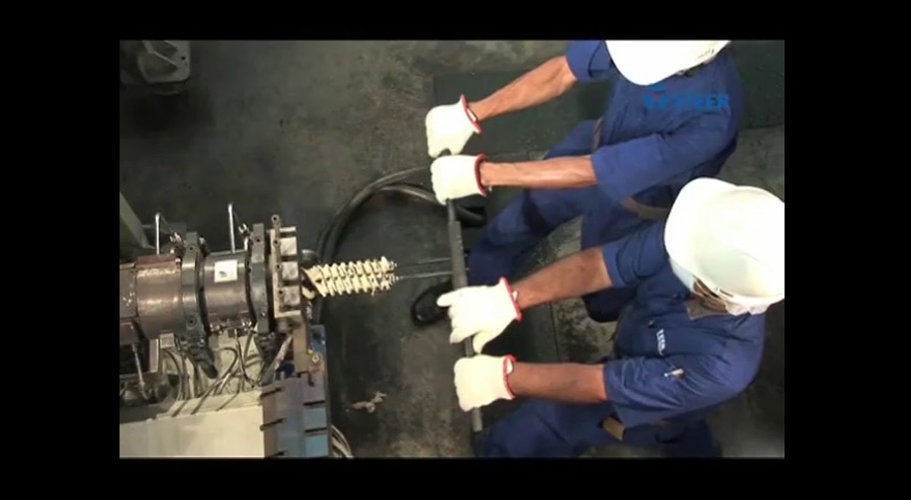
Once the cleaning resin stops extruding, the screw can be withdrawn from the device. For screws with a cooling system, remove the hose line and swivel connection before starting the screw extraction device, which may be attached to the gearbox. Use the screw extraction device to push the screw forward, exposing the position of 4-5 screws for cleaning.
The cleaning resin on the screw can be cleaned with a copper scraper and copper brush. After the cleaning resin on the exposed screw is cleaned, the device will be pushed forward 4-5 screws using the screw extraction device and continue cleaning. This was repeated and eventually most of the screw was pushed out of the barrel.
Once most of the cleaning resin has been removed, sprinkle some stearic acid on the screw; Then use copper wire mesh to remove the remaining residue, and after the entire screw is polished by copper wire mesh, use cotton cloth for the final wipe. If the screw needs to be saved, a layer of grease should be applied to the surface to prevent rust.

Cleaning the barrel is much easier than cleaning the screw, but it is also very important.
1. When preparing to clean the barrel, the barrel temperature is also set at 200°C;
2. Screw the round steel brush to the drill pipe and the electric drill into cleaning tools, and then wrap the steel brush with copper wire mesh;
3. Before inserting the cleaning tool into the barrel, sprinkle some stearic acid into the barrel, or sprinkle stearic acid on the copper wire mesh of the cleaning tool;
4. After the copper wire mesh enters the barrel, start the electric drill to rotate it, and artificially make it move back and forth until this forward and backward movement becomes no resistance;
5. After the copper wire mesh is removed from the barrel, use a bunch of cotton cloth to wipe back and forth in the barrel to remove any cleaning resin or fatty acid residue; After several such back-and-forth wipings, the cleaning of the barrel is complete. The thoroughly cleaned screw and barrel are ready for the next production!

Post time: Mar-16-2023